
Introduction — a small scene, some numbers, then a question
The other week I walked into a small metal shop and the air hit me the way hot bread hits your hand: heavy, a bit sharp. In the second sentence I want to say that fume extraction technology is not just a box on the wall — it is the thing that decides whether people go home breathing easy or coughing. I counted three welders crowded under one poorly positioned hood; later I learned that similar shops report up to 35% higher particulate readings without proper capture (WHO and industry studies often back this up). So I asked myself — and then asked the shop owner — why do we still accept this? (you know the answer partly: cost, habit, and a lack of clear metrics). Moving on, let us look inside what usually gets missed and why it matters for daily work and long-term health.
Traditional flaws that quietly break the system
industrial fume extraction systems often arrive with good intentions but poor follow-through — and I’ve seen it again and again on site. First, simple things like wrong ductwork diameter or a weak fan array kill performance before a system settles in. Second, many installations depend on basic HEPA filters without thinking about filter loading or differential pressure; the unit chokes down and staff blame “the machine” instead of design. Third, control strategy is often missing: no PLC logic to sequence fans or turn on local capture when a process spikes. These are not exotic failures — they are predictable, and they make the system unreliable during peak shifts. Look, it’s simpler than you think: fix the basics and you get 80% of the benefit.
Why does this keep happening?
We find that three user pain points repeat across sites. One — maintenance is underfunded, so particulate sensors and filter checks get skipped. Two — installers treat systems as one-size-fits-all; capture hood placement is an afterthought. Three — operators don’t have feedback (no real-time sensors or clear KPIs), so they don’t trust the system. These hidden pains are operational, not just technical. When I talk with managers, they often say, “We bought a system, but it never performed like the demo.” That gap between demo and daily reality is where most projects fail.
What comes next: new principles and how to evaluate them
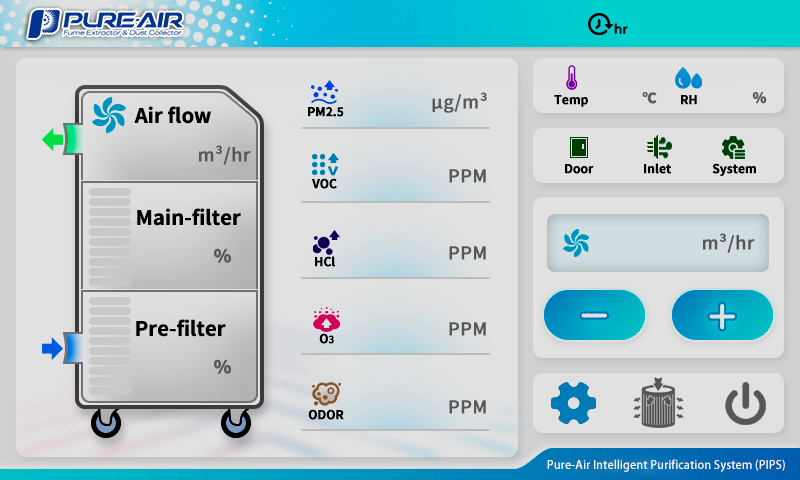
Looking forward, I prefer to focus on simple, testable principles rather than flashy specs. Modern principles include dynamic control (using particulate sensors to modulate fan arrays), modular capture hoods that fit the process, and smarter power management through better power converters — all meant to reduce energy and improve capture efficiency. When we apply these principles to industrial fume extraction systems, we get systems that react to real shop conditions instead of running full-blast all day. In practice, that means fewer filter changes, better worker comfort, and measurable drops in airborne particulate counts.
What’s next for workshops and plants?
My view is practical: start with a small pilot, measure particulate levels with trusted sensors, and then scale. Use capture hoods that are adjustable, check duct static pressure, and add simple PLC sequencing for high and low modes. Sometimes you will need a small upgrade — a better fan or a different filter class — but these are targeted expenses, not wholesale replacements. — funny how that works, right? The objective is clear: systems that are maintainable by the team on site and that give continuous feedback so managers can make decisions daily, not monthly.
Three metrics I use when advising clients
Finally, if you ask me how to choose among vendors, I give three straightforward metrics: (1) capture efficiency at source — measured with real shop tests, not just lab numbers; (2) operational cost per year — energy plus consumables; and (3) maintainability score — how easy is it for your technicians to inspect, swap filters, and calibrate sensors. I always tell clients: insist on a short trial with monitoring. If a supplier won’t allow that, be cautious. We want systems that prove themselves in the morning shift and the night shift, not just on a calm demo day.
These points are practical, and I speak from field time and many site conversations. Choose systems that match your workflow, ask for actual shop data, and don’t be shy to demand modularity and sensor feedback — that’s how you turn a promise into daily clean air. For reliable partners in this journey, I look to suppliers that combine field-hardened components with sensible controls — like the teams at PURE-AIR.